Purpose
Guided flow builders turn the Methodology into field action.
They help the user move from a symptom to a disciplined first-check path: safety first, capture before changing, find the first bad movement, reverse-trace only failed conditions, trap intermittent ghosts, and learn from the result.
Featured Teaching Graphic
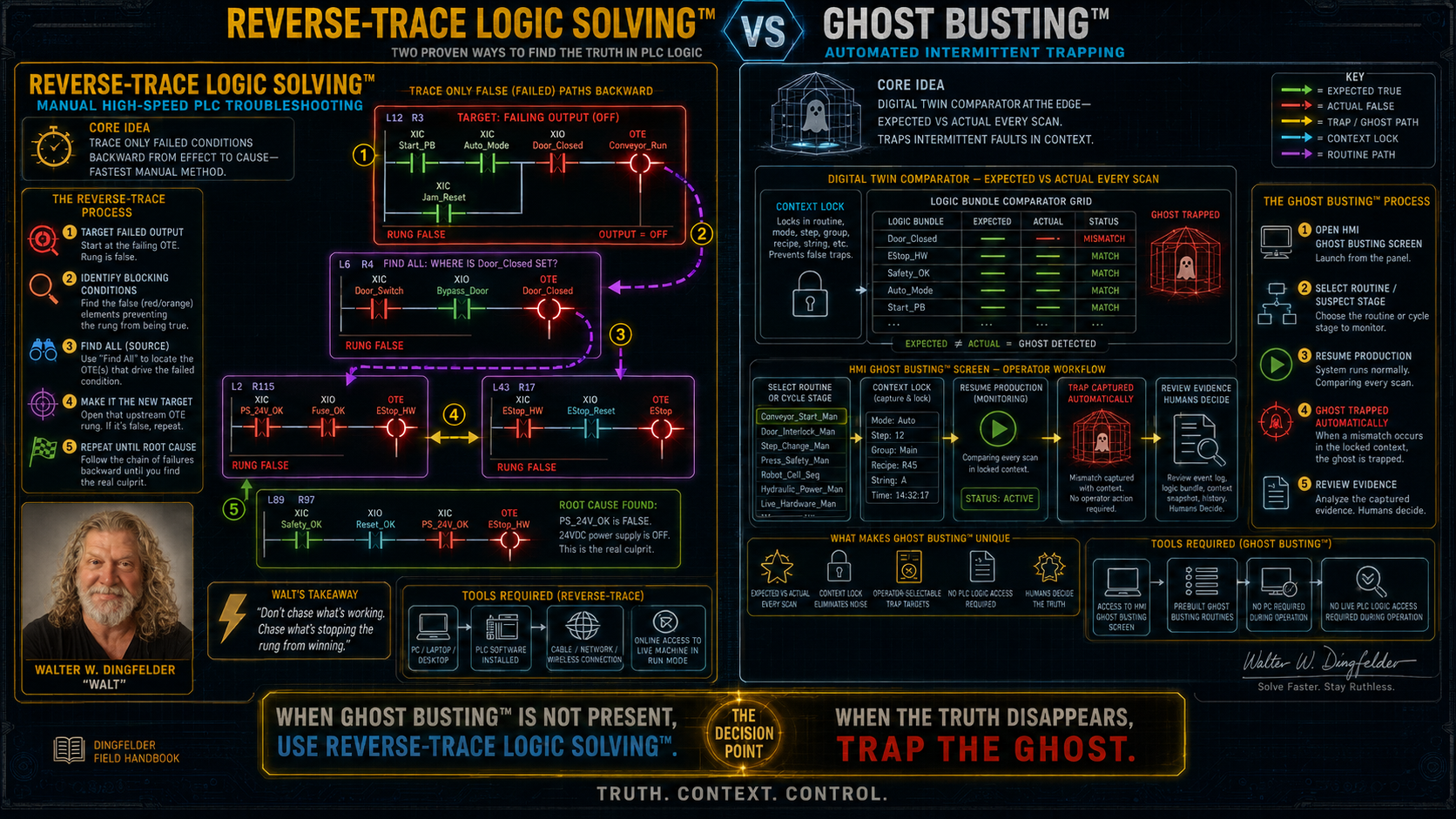
Reverse-Trace Logic Solving™ vs. Ghost Busting™ is part of the Field Handbook. Use the graphic as a quick visual guide to decide when to open the live PLC program and when to arm Ghost Busting™ from the HMI.
PLC / Logic / Sequence S.W.A.T. Pack
Reverse-Trace Logic Solving™
Manual RUN-mode logic solving: chase only failed conditions backward to the driving OTE until the true culprit is found.
PLC I/OPLC Input Not Responding
Prove the field signal, input card, live PLC status, tag reference, and intermittent drop window.
PLC I/OPLC Output Not Energizing
Separate false logic from true logic with a dead field load, then trace the permission chain.
Sequence LogicSequence Step Not Advancing
Find the active step, blocked transition, failed condition, and whether the truth disappears.
PermissivesPermissive Chain Not Satisfied
Find the no vote in a run/enable/interlock chain without chasing every true condition.
HMI / PLCHMI Command Not Reaching PLC
Confirm tag binding, communication, live PLC command state, and immediate reject logic.
Machine-to-MachineMachine Handshake Fault
Track request, ready, busy, complete, fault, reset, ownership, and timing windows.
R.E.A.L. FlowConveyor Jam / Line Flow
Find the first bad movement before fixing only the visible pileup.
Ghost Busting™Sensor False Trigger
Read-only first: isolate timing, target, environment, wiring, and false-event windows.
Drive S.W.A.T.VFD Fault First Response
Record the fault before reset, then compare load, wiring, settings, heat, and motor condition.
Fluid PowerHydraulic Cylinder Not Moving
Separate command, pressure, flow, valve shift, mechanical bind, and load-path issues.
Compressed AirPneumatic Cylinder Weak / Slow
Check air supply, FRL, leaks, flow controls, valves, load, and mechanical drag.
Motor LoadMotor Overload First Check
Do not keep resetting. Compare actual current, mechanical load, voltage, heat, and overload settings.
Change WindowIt Worked Yesterday Worksheet
Capture what changed across people, product, machine, process, environment, energy, and timing.
Utilities / Fluid Power / Support Systems S.W.A.T. Pack
Logic tells the machine what to do. Motion proves whether it can do it. Utilities decide whether the machine has the power, flow, temperature control, and support to keep doing it.
Compressed Air Pressure Drop / Leak
Prove pressure, flow, leaks, FRL condition, valve supply, and dynamic air loss before blaming cylinders or timing.
Hydraulic PowerHydraulic Overheating / Foaming
Check oil level, heat rejection, aeration, cavitation, bypass heat, and hydraulic power loss.
Vacuum TransferVacuum Pick-and-Place Failure
Separate cup, surface, vacuum level, motion profile, timing, and release path failures.
LubricationLubrication Starvation / Contamination
Find the missing film, wrong lubricant, contamination source, or blocked delivery path before replacing parts again.
Cooling WaterCooling Water Flow / Temperature Loss
Prove flow, heat transfer, pump health, restrictions, glycol effects, and temperature stability.
Dust CollectionDust Collection / Baghouse DP / Airflow
Check differential pressure, fan health, ducts, filters, pulse cleaning, discharge, and air path truth.
Sensors / Instrumentation / False Signal S.W.A.T. Pack
A sensor does not prove reality. It reports what it believes it saw. Use these flows when a field signal is false, drifting, noisy, late, missing, or too quick for normal observation.
Photoeye Alignment / Contamination
Separate real product detection from light, reflection, dust, surface change, timing, and false triggers.
ProximityProx Sensor Not Detecting
Check target material, distance, mounting, wiring, input state, and speed-related signal loss.
PositionEncoder Count Loss / Noise
Trace missed counts, speed noise, drift, mechanical slip, shielding, grounding, and feedback truth.
AnalogAnalog Signal Drift / Noise
Compare field signal, raw value, scaling, HMI display, grounding, shielding, and real process condition.
LevelLevel Sensor False Reading
Check foam, buildup, bridging, material behavior, scaling, and whether the sensor sees the real level.
TemperatureTemperature Sensor Drift / Failure
Determine whether the temperature reading is wrong or the heat path is actually changing.
Product / Material / Quality / Process Change S.W.A.T. Pack
The machine may be doing exactly what it was designed to do — to a product that is no longer the same. Use these flows when product, material, supplier, packaging, quality, method, atmosphere, or line-balance changes may be driving the issue.
Product Size / Shape / Weight Change
Compare good product to current product and prove whether the machine is still running the product it was built to run.
Material VariationMaterial Thickness / Stiffness Variation
Check thickness, stiffness, curl, moisture, supplier lots, clearances, pressure, and tooling fit.
Web / FilmPackaging Film / Web Feed Trouble
Trace wrinkles, tears, stretch, registration, tracking, tension, roll condition, static, and atmosphere.
Labels / AdhesivesLabel / Glue / Adhesive Application Failure
Compare pressure-sensitive, cold glue, and hot melt systems with label stock, ink, cut direction, humidity, and surface behavior.
Quality DriftReject Rate / Quality Drift
Use H.M.M.M.A.A.I.™ and Recipe / Health Log thinking to separate quality drift from random machine blame.
Line BalanceUpstream / Downstream Line Balance
Check whether the visible fault station is starving, backing up, being overfed, or fighting machine-to-machine timing.
Field Capture / Worksheets
A manual tells the user what to look for. Field Form Builder™ helps capture it before it disappears.
Use Field Form Builder™ to create a custom form for R.E.A.L. events, H.M.M.M.A.A.I. investigations, Recipe / Health Logs, Q.C. lot-code reviews, Ghost Busting™ event reviews, Reverse-Trace worksheets, trials, and action plans.
Operating Rules
R.E.A.L. firstReverse-trace failed conditionsRapid does not mean rushedRead-only firstCapture before changingOne controlled adjustmentHumans remain authoritative
Motion rule: Do not blame the PLC until the machine proves the motion. If the logic says go and the machine says no, follow the load, the motion, and the wear.